















Box Plant Basics – Flexo Folder-Gluers
This course describes the design and operation of the machine sections that make up a flexo folder-gluer, including the feed section, printing section, creaser-slotter, die cutter, glue lap unit, folding section, and delivery end.




Demos + Pricing
Learn more about our courses, get pricing, and see our platform.
Course Details
Learning Objectives
• An introduction to corrugated board • A brief history of corrugated board and flexo folder-gluers • Definitions for some common box making terms • Sections of a modern flexo folder-gluer • Design and operation of each section • Basic machine sizes
Specs
Frequently Asked Questions
In what order does a flexo folder-gluer perform its operations?
How are the sheets of corrugated board fed one at a time into a flexo folder-gluer?
When more than one color is to be printed, how is the order of application determined?
Why is it important to continuously agitate flexographic inks, even during short down times?
How can adjustments and maintenance be performed on the different sections of a flexo folder-gluer?
Sample Video Transcript
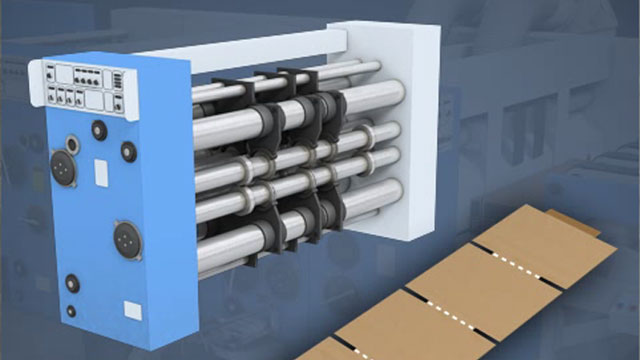
Although different equipment manufacturers have slightly different designs, the same basic operations occur in all flexo folder gluers. The blanks are scored across the flutes at the corrugator. Before they reach the flexo folder gluer, these scores help create the box flaps. Then, at the flexo folder gluer, the blanks are fed into the machine one at a time at the feed section. From the feed section, the box blanks travel to the printing section, where they are printed. Next, at the scorer slotter, each blank is scored in the flute direction and slots are cut to complete the box flaps. The glue tab for the manufacturer’s joint is also cut and any additional trimming takes place. Finally, the manufacturer’s joint is glued, the blank is folded, and then the boxes are counted, inspected, stacked, and prepared for shipment. The box blanks are shipped to the customer in their knocked-down or flattened state in order to save space.