















Carrier Ropes – Design and Operation
Proper design and operation of carrier rope systems on paper and board machines. Discusses rope and sheave selection, sheave setup and alignment, rope tension.




Demos + Pricing
Learn more about our courses, get pricing, and see our platform.
Course Details
Learning Objectives
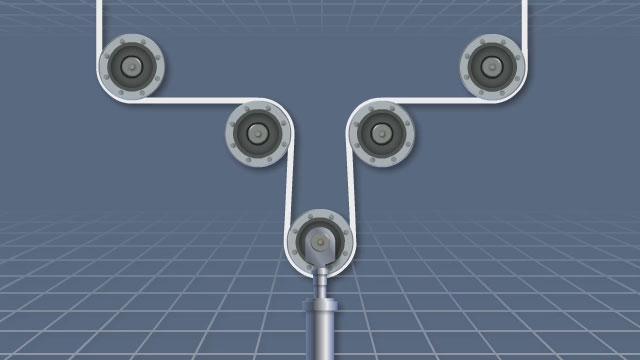
• Describe the purpose of carrier ropes on a paper machine • Identify the major components of a safe and efficient carrier rope system • Identify and describe the equipment in a carrier rope system • Describe a typical rope path through a dryer section • Describe the design considerations for sheaves, including layout, alignment, wear, and material • Describe the major factors in rope selection • State the importance of proper rope tension
Specs
Frequently Asked Questions
What is a “dog leg” in a carrier rope system?
If a carrier rope needs to change direction on a sheave, how should the sheave be set up?
What is the most common cause of premature rope failures?
Why is rope tension reduced after threading?
Why are carrier ropes sometimes coated or treated?
Sample Video Transcript
A properly operating rope tensioner will work with the ropes to keep them tight but not allow them to stretch as a result of wads passing through the system. The sliding carriages in a tensioner are designed to move to adjust for wads caught in the ropes, normal elongation and shrinkage of the ropes as a result of the combination of wear, moisture, and heat. Running the ropes at a constant high tension negatively affects threading by reducing the diameter of the ropes which may result in the ropes failing in the open draws. Additionally, the ropes built-in elasticity and ability to recover from wads and irregularities in the system will be reduced. Excessive tension on the ropes at any time will lead to premature failure of the ropes, shivs, and shiv bearings.